Valve Material Requirements
Due to the presence of oil-coal slurry in the direct coal liquefaction reaction, the wear and tear on valves, pipelines, and other equipment materials caused by the coal slurry must be considered. Therefore, the materials used to manufacture valves must possess comprehensive performance that meets the usage requirements. Specifically, they should have:
(1) Excellent density, purity, and homogeneity, which describe the internal properties of the material. This is especially important for thick (or large cross-section) steel.
(2) Chemical composition, room temperature, and high temperature mechanical properties that meet the design specifications.
(3) Resistance to environmental embrittlement for long-term use in harsh environments.
Valve Process Requirements
Direct coal liquefaction involves both the high temperature, high pressure, and hydrogen-exposed characteristics of hydrogenation equipment and the coexistence of corrosion and wear conditions in coal chemical industry. Therefore, the source of raw materials is crucial. Generally speaking, specific index requirements are set for the composition of valve materials, especially the content of harmful elements. Although these requirements are often higher than the basic ordinary requirements for materials, these composition indicators alone are insufficient for the quality of the final product. Therefore, foundries should strictly control the source of raw materials. The raw materials used for processing should not only be smelted but also further refined, especially by strengthening pre-furnace control. Only in this way can the quality of castings be guaranteed.

Valve Structure Requirements
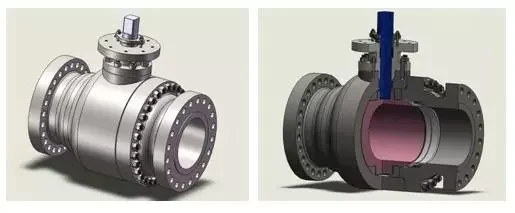
The valve structure design should avoid coal slurry coking that could cause valve failure and facilitate cleaning. Oil-coal slurry has a characteristic: if the flow is obstructed or stagnant, meaning the medium’s flow conditions are poor, sediment will accumulate and may undergo polymerization, leading to coking and valve seizure. Currently, all shut-off valves used in direct liquefaction coal slurry pipelines are ball valves. When the pipeline needs to be shut off and the ball valve is closed, the oil-coal slurry inside the ball cannot be discharged and will accumulate in the ball cavity, potentially causing coking and seizure. Therefore, ball valves are not the most suitable choice under this condition.
Valve Wear Resistance Requirements
Ball valves used in slurry conditions should adopt a metal hard seal type, and the valve seat and ball should be made of the same material to ensure that they have the same coefficient of expansion, preventing the ball from ‘jamming’ under high-temperature conditions. Many valve applications experience difficulties opening and closing at high temperatures, primarily due to asynchronous thermal expansion between the valve core and body. Therefore, manufacturers should conduct high-temperature opening and closing tests before shipment. In actual use, the valve heats up due to the high temperature of the medium, with the valve core heating up first, followed by the outer surface of the valve body. If the entire valve is immersed in a heat source, the valve body heats up first, followed by the valve core, which is the opposite of the actual operating condition and negates the purpose of the test. The high-temperature opening and closing test should establish a temperature gradient consistent with actual operating conditions.

The expansion rates of the coating and the base material should be similar. Otherwise, during alternating high and low temperatures, or at high temperatures, cracking is likely to occur, making the coating more prone to peeling. For high-velocity fusion (HVOF) spraying or similar methods, the coating surface hardness should be 64–68 HRC, and the bonding strength should be no less than 10 MPa; for metallurgical fusion or similar methods, the coating surface hardness should be 62–68 HRC, and the bonding strength should be no less than 70 MPa. The effective thickness of the coating (excluding the transition layer) is 0.2 to 0.5 mm.


